
 简体中文
简体中文HII Air Driven Gas Booster 5G-TD-60/150

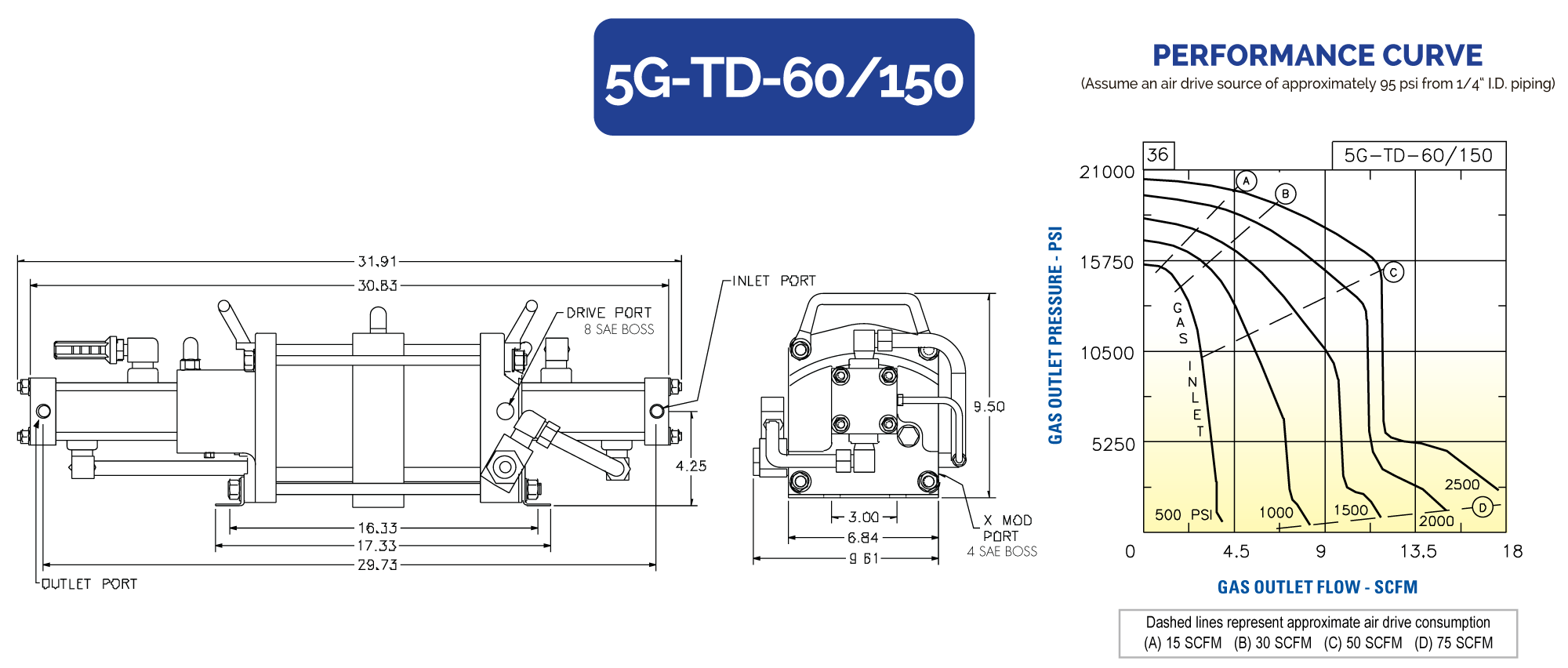

Max outlet | inlet pressure: 30,000 | 9,000 PSI; Volume Displacement: 3.1 in3; Two Stage, Double Drive
$8,406.00 Including Tax is $10,448.66
Available on backorder
Description
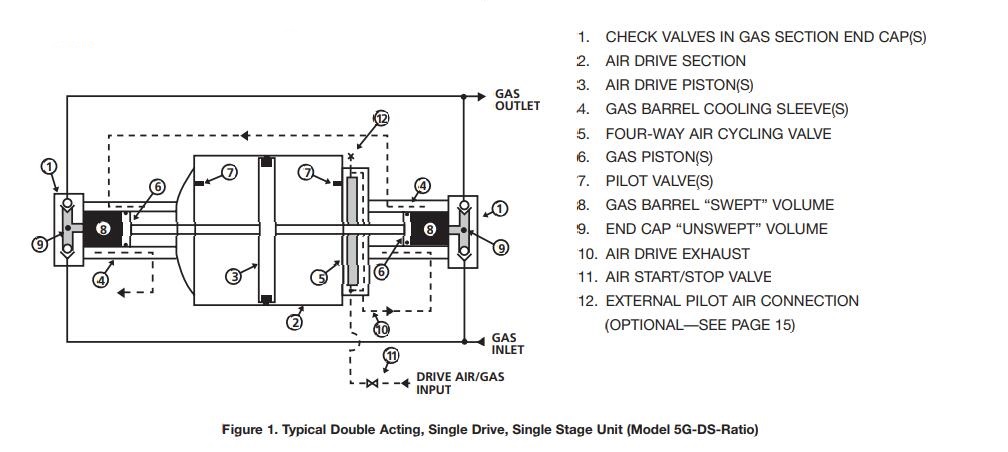
An air (or gas) driven gas booster has a continuously reciprocating drive piston section directly connected to one or two gas boosting sections, as illustrated in Figure 1. The drive section includes a four-way air cycling valve and dual air pilot valves to provide the continuous reciprocation. Normally, start/stop control is accomplished by cutting off drive- or pilotair input.
BENEFITS OF GAS BOOSTERS
• High pressure capability – up to 25,000 PSI.
• Boost directly from unregulated high pressure gas cylinders or pipelines.
• Maintain gas purity.
• One-man portable.
• No electrical or cooling connections needed.
• Intrinsically safe.
• Boost virtually any noncorrosive industrial or laboratory gas.
• Simple maintenance.
• Mount in any position.
• Weatherproof.
FEATURES OF GAS BOOSTERS
• Separation between drive and gas section uses three dynamic seals with dual vents.
• Air drive line lubrication not required.
• Rugged soft-seat, high-flow check valves in gas section(s).
• Only hydrocarbon-free stainless steel, bronze, PTFE and Viton gas section internal parts exposed to gas flow.
• Heat of compression reduced for long seal life because cold exhaust air surrounds gas barrel(s) inside cooling sleeve(s) (see Figure 1, Item 4 above).
• Standard trim is weatherproof and suitable for offshore service.
TYPICAL GAS BOOSTER APPLICATIONS
• Pressure Testing Piping and Hardware for Leakage: e.g., oil field, refinery, aircraft, automotive, instrumentation using gases.
• Gas Injection: chemical process, plastic forming.
• Gas Scavenging: collecting costly gas in partially used cylinders and transferring it into high pressure receiver(s) for further use.
• Life Support Gas Transfer and Charging: e.g., oxygen, helium, breathing air, diving, fire fighting/hazmat, aircrew.
• Compressed Natural Gas (CNG) Boosting for vehicle refueling stations.
Additional information
| Weight | 53 lbs |
|---|---|
| Dimensions | 33 × 10 × 10 in |
| TYPE/DESIGN | TWO STAGE |
| Stall Point | (150 x Drive Air) + (2.50 x Gas Inlet) (b,c) |
| Max Outlet Pressure (PSI) | 30,000 |
| Max Inlet Pressure (PSI) | 9,000 |
| Volume Displacement Per Cycle (IN3) | 3.1 |
| Country of Manufacture | United States |
Brand
Brand
HII
Hydraulics International, Inc.
